


�����ִ�����ϵͳ��ȷ��ʳƷ��ȫ��Ʒ�ʵĹؼ�
������Դ���ķ����� ���ߣ�4PNT ����ʱ�䣺2025-01-20
��ʳƷ��ҽҩ��������Ҫ�¶ȿ��ƵIJ�Ʒ��Ӧ���У������ִ�����ϵͳ�Ľ�ɫ������Ҫ�����������߶Բ�Ʒ�����Ͱ�ȫ�Ե�Ҫ����ߣ��Լ�ȫ��ó��������һ����Ч�ɿ��������ִ�����ϵͳ��Ϊ�˱��ϲ�Ʒ���ʶȡ��ӳ������ڲ������˷ѵIJ��ɻ�ȱ���ߡ�
ϵͳ����
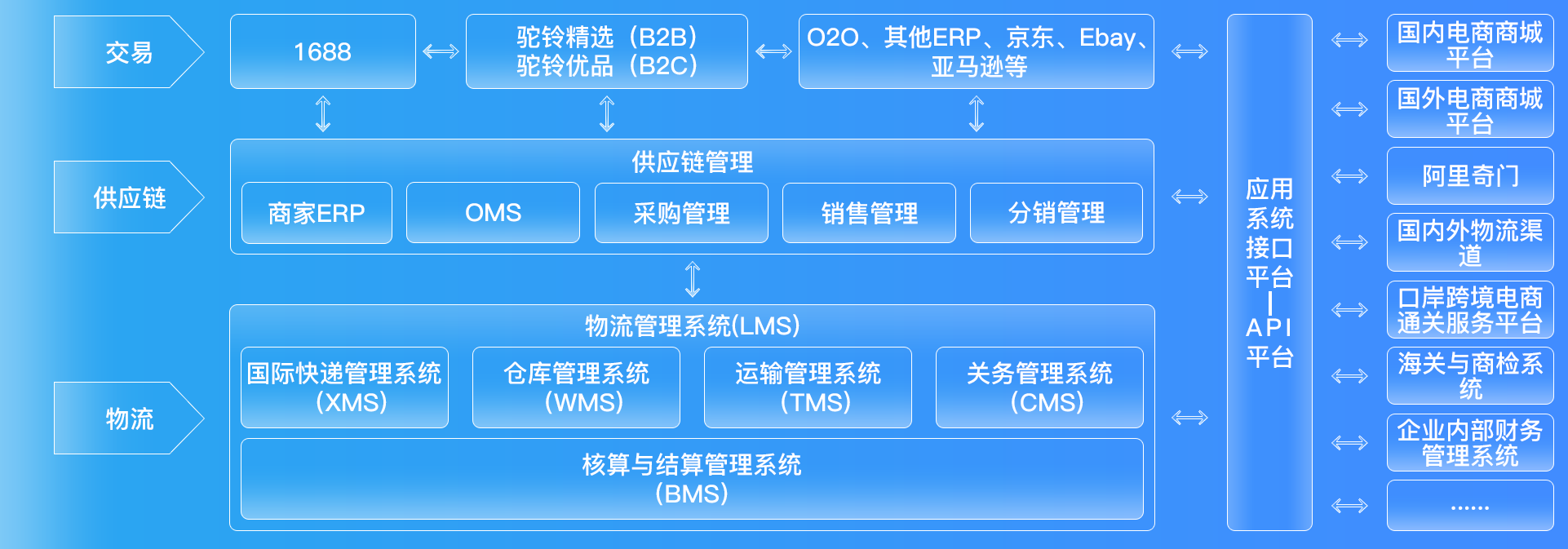
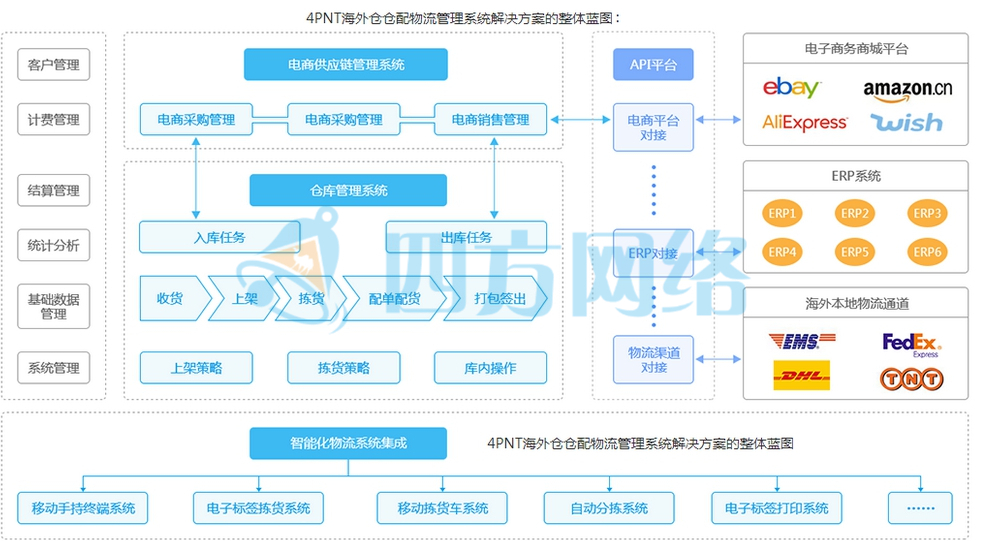
�����ִ�����ϵͳ��ָ������Ϣ��������غ���������Դͷ�����������ߵ���������������̵�һ���ۺϽ�������������������˲ֿ��ڲ��IJ����������Ľ��ա��洢����ѡ����װ�������Ȼ��ڣ�������������;����ʪ��������ʵʱ��⣬��ȷ��������Ʒ��������Ӧ���е������ȶ���
���Ĺ���ģ��
�¿ػ���������
ʵ�ֶ�����ڲ�ͬ�����¶ȵľ����ƣ�
�ṩ24Сʱ����ϵ��¶ȼ�¼��ȷ�����Ϸ������
�����쳣���ʱ���Զ���������֪ͨ�����Ա��ȡ��ʩ��
���ܿ�������
ͨ������/RFID����ʵ�ֿ���ȷ����Ʒʶ���붨λ��
��̬����ÿ���β�Ʒ�����ʱ�䡢λ�ü�ʣ����Ч�ڣ�
�Զ����ɲ������ѣ�����ϻ��������������
�Զ����豸������
֧��AGV���Զ�����������AS/RS���Զ���ȡϵͳ�����Ƚ�װ����Ӧ�ã�
�����ҵЧ�ʣ������˹��ɱ���ͬʱ������Ϊ����
���ڴ�����������������˵��Ϊ��Ҫ��
ȫ������ϵ��
��¼ÿ���ڵ��������Ϣ�������¶ȡ�ʪ�ȡ�����λ�õȣ�
һ�������������Ѹ��������Ӱ�췶Χ�������ٻش�����
����HACCP��GMP�������֤Ҫ����ǿ�г���������
���ݷ������Ż���
������ʷ�����ھ�DZ������㣬������Ľ�������
Ԥ��δ������仯���ƣ�������ҵ�ƶ��������IJɹ��ƻ���
����AI�㷨�������·���滮����ʡ����ɱ���
�ƶ�Ӧ��֧����
���������������ֻ���ƽ����Ե�Ӧ�ó���
���㹤����Ա���ֳ���ʱ��ѯ����״̬��ִ������ָ�
�����û����飬�ٽ�����Ч�ʡ�
Ӧ�ü�ֵ
��֤��Ʒ�������ϸ�ά�����˵Ĵ�����������ֹ���¶Ȳ������µ������½���
������ӪЧ�����������̣��ӿ���ת�ٶȣ����ٲ���Ҫ�ĵȴ�ʱ�䡣
���ͳɱ�֧�����Ż���Դ���ã�������Դ���ĺ�����ʡ�
��ǿ�ͻ��������ṩ�����ķ������飬Ӯ�ø�����ʵ�˿͡�
���ط��ɷ�����ȷ�����л����ѭ���ؼ������ϵ���ع淶����ܷ��ɷ��ա�
��ս��չ��
���������ִ�����ϵͳ���������ô�������ʵ�ʲ��������Ҳ������һЩ��ս���������Ͷ�ʽϴ����˲Ŷ�ȱ���粿��Э���Ѷȸߵȡ�Ȼ�����������������Ƽ��㡢�����ݵ����˼����ķ�չ����Щ���������õ������δ���������ڴ������������ܻ������Ի��������ִ�����ϵͳ���֣�Ϊ����ҵ�ṩ��Ϊȫ��ķ����֧�֡�
��֮�������ִ�����ϵͳ���ִ������������ɻ�ȱ��һ���֣������������������ҵ�ľ���Ч������Ч�棬Ҳ���ƶ�������ҵ��ת����������Ҫ������������Щ�������ṩ���ʲ�Ʒ�ͷ������ҵ���ԣ�Ͷ�ʽ���һ���Ƚ��������ִ�����ϵͳ���������ǵ�ѡ��

 2025-10-11
2025-10-11





 ��ͬ��
��ͬ�� 17727592257
17727592257 �������䣺1120445714@qq.com
�������䣺1120445714@qq.com
 ���������� 44030602002728��
���������� 44030602002728��